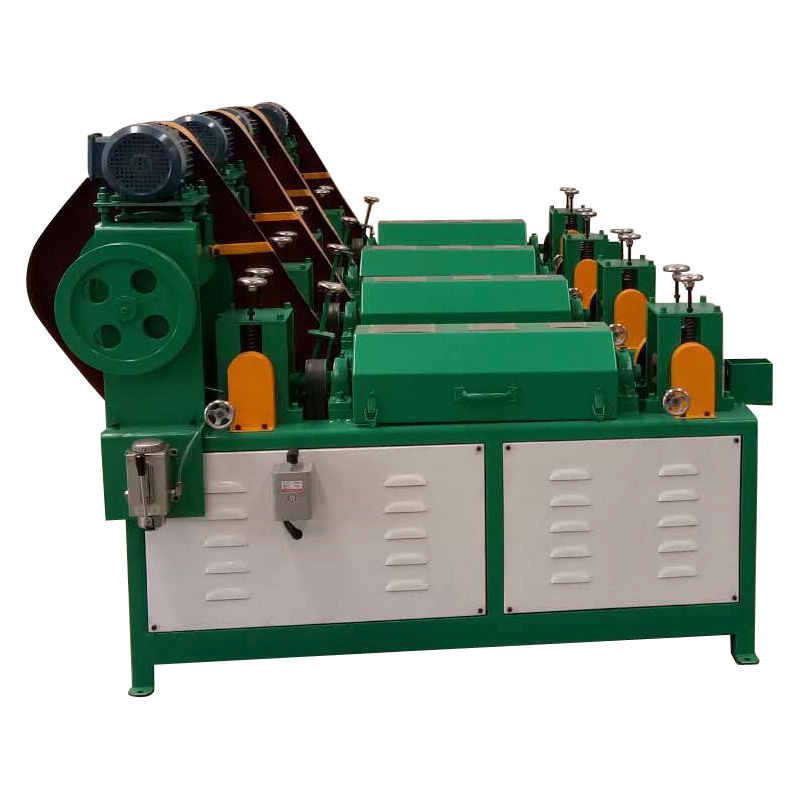
SHQIPANG Wire Straightening and Cutting Bending Machine Wire Cutter
Product Description
* Mainly used on drawing machines
* Single and dual plane straightener models
* Eccentric roller open/closing device (lever)
* From 5 ~ 13 rollers per group (5, 7, 9, 11, 13) or (5+5, 7+7, 9+9, 11+11,13+13)
* Roller diameters 13 ~ 80 mm (0.5" ~ 3.15")
* Adjustable rollers on the upper row
* Rollers available for light or heavy duty applications
* Rollers are standard "V" groove profiles but can be provided with "U" grooves according to customer requirements
straightening device.
V------- is the groove of the straightening wheel; V, R, U and custom.


Quality assurance:
1. Wire straightening is equipped with world advanced computer driving production lines
2. The whole set of equipment have induction or PLC device
3. Have high quality guaranteed, exported to overseas countries
| Product model | Wire diameter | Roller number | Roller diameter |
| JZQ0.1-.3/24,AV | φ0.1-0.3 | 24 | 7 |
| JZQ0.3-.5/34,AV | φ0.3-0.5 | 34 | 12 |
| JZQ0.5-0.8/26,AV | φ0.5-0.8 | 26 | 16 |
| JZQ08-2.0/18,BV | φ0.8-2.0 | 26 | 23 |
| JZQ2.0-4.0/18,AV | φ2.0-4.0 | 18 | 30/32 |
| JZQ4.0-7.0/18,AV | φ4.0-7.0 | 18 | 44/50 |
| JZQ7.0-12.0/18,AV | φ7.0-12.0 | 18 | 47/40 |
| JZQ12.0-20.0/18,AV | φ12.0-20.0 | 18 | 70 |
| JZQ0.8-4.0/5,AV | φ0.8-4.0 | 5 | 23/30/32 |
| JZQ4.0-10.0/5,AV | φ4.0-10.0 | 5 | 42 |
| JZQ4.0-10.0/18,BV | φ4.0-10.0 | 18 | 42 |
| JZQ10.0-20.0/18,BV | φ10.0-20.0 | 18 | 70 |
FAQ
Q: Are you trading company or manufacturer ?
A: We are factory.
Q: How long is your delivery time?
A: Generally it is 5-10 days if the goods are in stock. Or it is 15-20 days if the goods are not in stock, it is according to quantity.
Q: What is your terms of payment ?
A: Payment <= 1000 USD, 100% in advance. Payment >= 1000 USD, 30% T/T in advance, balance before shipment.
Package

Â
Our Company
Kunshan Qipang Mechanical and Electrical Equipment Co., Ltd was established in 2013. Our company is a high-tech enterprise that develops and produces the series polished shaft rolling ring drive and wire straightener earliest in China. The company is located in JiaDing, Anting Auto City, which is the world financial center in Shanghai. It is very convenient.
We always adhere to the talent-oriented and honest business principles since our company was established. Our company will continue to attract talents in various fields and advance foreign advanced technology to make our products have high quality and precision. Our company developed a new type machine in 2015. It is a new type of machine: Frequency Take-up machine.
We always adhere to the principle of quality first, credit first and customer first. We sincerely welcome our old and new customers to cooperate and create a better future.
Main Products
We are producing and selling: rolling ring drives, linear drives, linear drives nut, wire straightener, automatic wire straightening and cutting machine, automatic coiling & packaging machine, drawing and rolling machine, automatic yarn winding machine and accessories for rolling ring drives.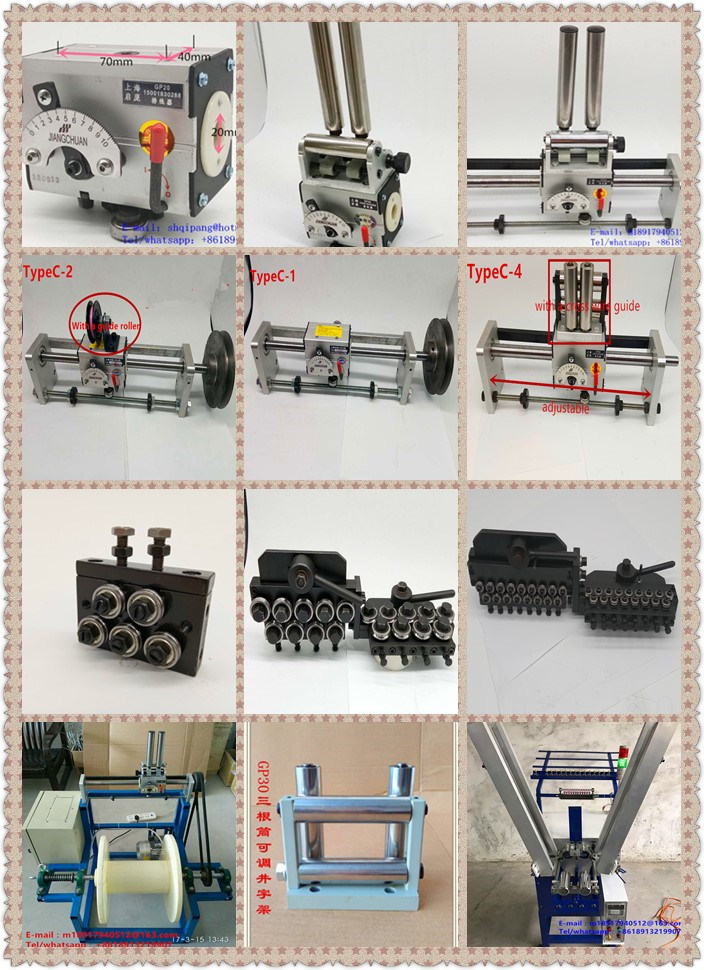
Contact
Yentl. Ma
Tel: +86 18136540512
Â
Â
Â
Â
HONYPRO®Polyethylene PE profiles are typical thermoplastics, which are odorless, tasteless, non-toxic, flammable white powders. The molded PE resins are extruded and granulated waxy pellets with a milky white appearance. Its molecular weight is in the range of 10,000 to 100,000.
Those with a molecular weight of more than 100,000 are ultra-high molecular weight polyethylene. The higher the molecular weight, the better its physical and mechanical properties, and the closer it is to the required level of engineering materials. However, the higher the molecular weight, the more difficult it is to process. The melting point of polyethylene is 100-130C, and its low temperature resistance is excellent. It can still maintain good mechanical properties at -60°C, but the use temperature is 80~110°C.
Under the action of atmosphere, sunlight and oxygen, polyethylene will age, discolor, crack, become brittle or pulverized, and lose its mechanical properties.
At the molding processing temperature, due to oxidation, the melt hardness will decrease, discoloration and streaks will appear, so attention should be paid to the molding processing and use process or material selection. Because polyethylene has the above characteristics and is easy to process and shape, the recycling of polyethylene has very far-reaching value.
The main molding conditions of PE profiles
Cylinder temperature: The temperature of the barrel is mainly related to the density of PE and the melt flow rate. It is also related to the type and performance of the injection molding machine and the shape of the primary plastic part.
Since PE is a crystalline polymer, the crystal grains absorb a certain amount of heat during melting, so the temperature of the barrel should be 10 degrees higher than its melting point. For LDPE, the barrel temperature is controlled at 140-200°C, and the barrel temperature of HDPE is controlled at 220°C, the minimum value is taken at the rear of the barrel, and the maximum value is taken at the front end.
Mold temperature: Mold temperature has a great influence on the crystallization status of plastic parts. High mold temperature leads to high melt crystallinity and high strength, but the shrinkage rate will also increase. Usually, the mold temperature of LDPE is controlled at 30°C to 45°C, while the temperature of HDPE is correspondingly higher by 10°C to 20°C.
Molding pressure: Increasing the injection pressure is beneficial to the filling of the molten material. Since PE has good fluidity, except for thin-walled and slender products, a lower injection pressure should be carefully selected. The general injection pressure is 50-100MPa. The shape is simple. For larger plastic parts behind the wall, the injection pressure can be lower, and vice versa.
Drying: No drying required if stored properly.
Melting temperature: 220~260C. For materials with larger molecules, the recommended melting temperature range is between 200 and 250C.
Mold temperature: 50~95C. Plastic parts with a wall thickness below 6mm should use a higher mold temperature, and plastic parts with a wall thickness above 6mm should use a lower mold temperature.
The cooling temperature of PE profiled parts should be uniform to reduce the difference in shrinkage. For optimal machining cycle times, the cooling channel diameter should be no less than 8mm and should be within 1.3d of the mold surface (where 'd' is the cooling channel diameter).
Polyethylene (PE) is low cost, versatile, and generally easy to process, making it one of the most popular thermoplastic compounds in use today. As a leading plastic profile extruder, Hony Plastics works with standard polyethylene compounds including HDPE, MDPE and LDPE. We manufacture a wide variety of polyethylene extruded profiles including tubing, channels, fittings and other custom parts.

Pe Profiles,Pe Rigid Extrusion Coextrusion Profile,Pe Plastic Diffuser Extrusion Profile,Pe Channel Trim Plastic Profiles,PE
Hony Engineering Plastics Limited , https://www.honyplastic.com